

- News 2024-03-28
3月29日,“厦门第十届鞋材高峰论坛”与您同行!
裕克施乐持续助力厦门鞋材高峰论坛,与行业上下游企业一起深入探讨、携手合作,一起创造更多可商业化的新产品。
更多

在我们平时的修模过程中,常常会遇到“反变形”修模的情况。
注塑产品翘曲变形往往是最常见、最难以解决的问题之一。通常的解决方法是首先依赖调整注塑工艺,调节各个工艺参数来获得较小的变形,但往往难以彻底解决。或者依赖于整型工装,采取后期矫正的办法解决变形问题,这种方法同样费时、费力且难以保障质量的稳定性。即使有人想到将产品反变形造型、修模,但是由于效果难以预料、风险大、工作量大,费用高,时间长、等种种原因,难以实施,其中首当其冲的就是反变形造型缺少手段!
尽管理论上moldflow软件可以提供反变形数据,但是由于影响最终产品形状的因素实在太多,理论数据与现实往往差距甚远,采用该软件得到的数据直接开模也难以最终解决变形问题,造成生产成本的直接上升。生产过程中,产品的翘曲变形问题的出现往往是模具已经完成,产品的变形量也已经测出。根据现有的技术方法,至该阶段由人工给出反变形的造型数据,或者采用软件都难以实现。
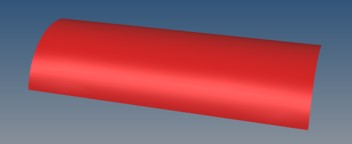
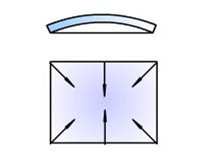
从外观上看,这是一段非常顺滑的圆弧曲面。但是此面的最高点区域,是有一个直线度的要求,通过三坐标测绘,我们得到的点阵数据显示,此处的直线度情况非常糟糕,见下图:


这是如上其中一个点的偏移操作,一组数据约有980个点,每组偏移完成约需要1.5H,这是一个巨大的工作量。点阵数据本次修模共四组。也就是需要6H,再加上后面的随机抽点复查,从拿到数据开始到修整完毕,总计耗时大约10H。
在这样一个“残酷”的背景之下,我们迫切需要找到一种快速解决的方法。
强大的Rhino软件,没有让我们失望,利用“变动”---“沿着曲线流动”命令【Flow】,可以非常快速的进行点阵数据的理想化偏移。

首先,我们利用现有的点阵数据,组成一条看起来弯弯曲曲的“线”。
这条线的扭动趋势,将直接受到测量点的排布影响,所以我们在原始状态的时候,则会加入一步操作:将直线段的两个末端点,作为一种“虚拟”的直线依据,放置在对应的工件线上面。(根据几何原理,两点确定一条线)然后我们将得到的线进行Rebuild处理,将公差控制在0.001-0.010mm之内。
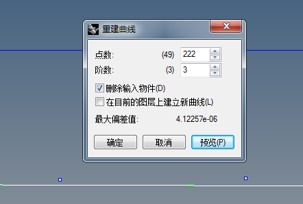
如果我们投入了200个点进行Rebuild,仍然出现偏差值大于0.010mm的情况,那么通常这个时候,测量点阵数据里面有几个异常的点,我们前面说过,每个点之间的间隙仅有平均0.05mm,所以在出现这种异常点的时候,我们可以允许这些异常的地方,被平均化处理,带到偏差值的范围之内即可。如果点偏移过于异常,那么这个点我们则会直接排除。
选取要沿着曲线流动的物件。按Enter 完成:
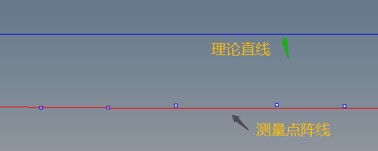
此时,我们选取的对象应该是上图的“理论直线”,必须要注意的是,因为我们的工件是第一次修整,所以这条线,即使理论线,也是需要被流动Flow的曲线,所以我们可以直接再复制出一条来,所以上图的蓝色线,会变成两根。
基准曲线-点选于近端点处
接下来,需要选取“基准曲线”,此时Rhino中的基准曲线,与我们上图看到的“理论直线”概念不同,对于Rhino而言,此时需要的“基准曲线”就是我们的“测量点阵线”,它会认为这是一个流动的基准,简单的说,就是会参考“测量点阵线”去反向变动我们的蓝色线。
目标曲线-点选于靠近对应的端点处
此时让我们选择“目标曲线”,也就是Rhino会将这条目标曲线进行Flow变更,所以我们选择刚才复制出的同一个位置的蓝色线。此时的效果如下图:
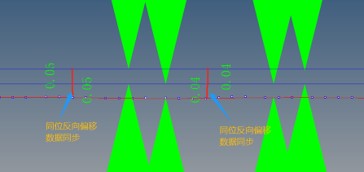
为了便于观察和直观,将测量比对标注进行错开。实际如上图的红色竖直区域,是同位地址,这样最上面的一条线,就是我们最终需要得到的“反变形线”。
最后我们通过线,结合周边的曲面进行同步的更新,最终得到一段非常理想的圆弧和曲面。
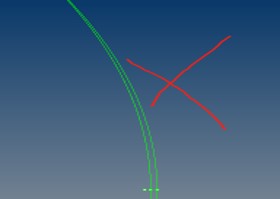
如下图的这种变更是错误的,左上角部分的圆弧过渡,在我们这次修模中,是不允许存在的,因为产品造型的这个地方,虽然只修整直线度,但是同时还有一个R半径尺寸的要求,所以我们只能同步偏移圆弧段到达“反变形线”的同步点位上。
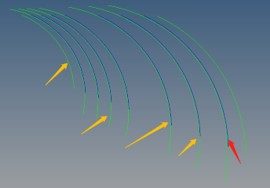
最终,正确的圆弧线段是这样的:
最终链接两侧末端,形成一个网格线包络,最终得到的曲面,
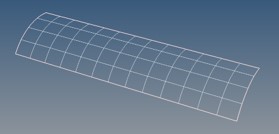
最终,我们导入到3D模型中,完成最后的面更新,发图,加工,完成修模。

新 闻
2024年1月,OECHSLERhealth 裕克施乐医疗升级了洁净室,集成了威猛集团的MicroPower系列的微注塑机型,此次更新为注塑微小型零件树立了新的标准。
更多我们很高兴地宣布,我们的在线商店现已推出惠普 3D 高可重用性 PP材料,这是一种由巴斯夫 Forward AM品牌提供支持的高品质聚丙烯,由 AMFG 提供支持,采用惠普多射流融合技术印刷。
更多2024 AWE上海家电展会已经圆满落幕!此次裕克施乐中国展览了其adocs产品系列-自动开关门的解决方案,在这4天时间里,我们一同见证了无数的精彩瞬间,就像是一场视觉盛宴,让人回味无穷,今天,就让我们一起回顾展会上的点点滴滴。
更多2024年3月14~17日 上海AWE展会 再度起航,我们在W5.5A13展位期待您的到来!!!
更多裕克施乐塑料制品(太仓)有限公司作为参展厂商共享盛会,为国际家电厂提供创新性Adocs驱动执行器应用于家电门体自动开门方案。
更多三月,春意渐浓,万物复苏,正是花开的季节。在这美好的时刻,裕克施乐感谢全体女职工,在公司的辛勤付出和出色表现。为了让员工们在这个特别的日子里感受到公司的关怀与温暖,策划了特别的福利活动。
更多告别遥控器,迎接隔空操作语音新时代!想象一下,当你正沉浸在家中客厅时无需任何按键或遥控器,透过语音、感应、手机等就能实现所有操作。这样的场景,在AWE上海国际家电展上将成为现实。
更多在OECHSLERhealth 裕克施乐医疗,我们相信商业模式和长期合作伙伴关系! 我们不只是在项目上工作,我们以对创新和质量的最大承诺来发展和培养他们。
更多裕克施乐集团作为一家德国跨国公司,我们加入遏制全球升温1.5°和2°的行动方案中,集团在2023年7月做出了科学碳目标(SBTi)的承诺:致力于在2030年实现碳中和。
更多在当今社会,汽车已经成为人们常用的代步工具,因此人们对汽车性能的要求也越来越高。 汽车技术的升级提升了性能,性能的提升要求更安全稳定高效的制动。伴随着汽车的发展,先后出现了机械制动(1900年)、液压制动(1930年)、电子制动(1980年)和线控制动(2010年)等技术。
更多裕克施乐一直积极参与战略项目,最引人注目的是定量吸入器和驱动吸入器。最近,我们的开创性工作包括 Kolibri 的网状雾化器,它将彻底改变吸入器和雾化器市场。
更多

亚太区执行副总裁
裕克施乐塑料制品(太仓)有限公司
江苏省太仓市广州东路9号
215400
电话: +86 512 5357 5858
传真: +86 512 5359 3689
邮件: Marketing@oechsler.com.cn








邀您相聚/封面.jpg)






